








今日から2回にかけて、
ストラトキャスタータイプのネック製作の様子をご覧いただきます。
私は自分で「ハンドメイド」でギターを作っている人間だと思っていますが、
そもそもどこからどこまでが「ハンドメイド」なんでしょうか?
たまに勘違いされる方がいらっしゃるのですが、
私は何も、のこぎりと鉋とノミで木を削り、
ハケでニスを塗ってギターを作っているわけではありません。
機械、バリバリ使ってます。
ただ当工房に設置している機械は、
量産向けのものが全くありません。
鉋やノミで木を削る時と同じく、
技術が無ければ上手に扱えない機械ばかり。
鉋やノミと同じで、
機械を通じて木の硬さや癖などを感じながら、
その材や目的に合わせて都度加工方法をアレンジしながら作業を進めています。
それぞれの工程で無駄とも思えるコダワリを詰め込みまくっていますが、
それを全部書いてしまうと大連載になってしまいますので、
画像と行間からそれらを感じ取っていただければ幸いです。

前回のブログでご紹介した、変わり杢目のハードメイプル材とブラジリアンローズの指板材。
これでストラトキャスタータイプのネックを作っていきます。
私はたいてい指板から作ります。
この指板のフレット位置でその他全ての位置が決まりますから、
精度の高い指板を製作することが良いギターを作る最初の条件となります。
ポジションマークは伝統の白ドット。
少し黄ばんだビンテージホワイトカラーのものを入れました。
12Fの2個のポジション。
私はこの2個の間隔を異常に気にします。
どんな位置に配置しているかは、弦を張ると分かります。
大分先ですね。
良い指板が出来ましたので、
ネック材の加工に入ります。

最初の重要な工程がトラスロッドの仕込み。
この仕込み加工次第でトラスロッドの効きに差が出ます。
つまりこのギターの一生を左右するわけです。
量産メーカーさんですと、
まだ材が四角い板のうちからトラスロッドを入れてしまうところも多いようですが、
私は予め不要な部分を粗加工し、その後トラスロッドを仕込みます。
こうすることで、木を削っていった時の狂いを予め出して、
後の加工のリスクを減らします。
各加工の精度を確認したら、
ネックと同じメイプル材で作った蓋材を接着。
1日乾燥。

トラスロッドの蓋材をネック材に合わせて鉋で削ります。
こういった出っ張りを削る系の作業は手工具の方が良いですね。
この状態でトラスロッドの動作を確認し、
問題が無ければトラスロッドを「効かせる」作業をします。
その後はヘッドの加工。
言うまでも無く、ペグ穴開けは加工精度が特に大事です。

トラスロッドの両脇にカーボンロッドを仕込みます。
業界では「カーボンロッド」と呼ばれていますが、
正確には「炭素繊維強化プラスチック」という素材の棒です。
この作業を紹介すると、
いつもアンチカーボンロッドな方から「必要?」というご意見を頂戴します。
木の中に異物を入れることに嫌悪感を持たれる方や、
木材の質が良ければ必要ないとおっしゃる方が多いです。
ただ木材は、どんなにその時は素晴らしい材だと思っても、将来どんな狂い方をするかはだれも分かりませんん。
こんな棒を2本入れるだけで、木材の未知数な部分がやわらげられ、
そのネックの安定性や将来的に長持ちする可能性が上がるのですから、
細かいことを言わず、入れておくべきと私は思います。
そしたら指板の接着です。
接着前には接着面を完全平面同士に仕上げる必要があります。
少し面が崩れていてもくっつけてしまえばほとんど分かりませんが、
私はそれでは嫌なので、
100%に近い接着面を毎度追い求めます。
天気や季節にも多少左右されますが、
この後は出来れば数日乾燥させ、
接着剤の水分を完全に飛ばしたいところです。
指板接着後、
指板とネック材の側面をそろえたら、
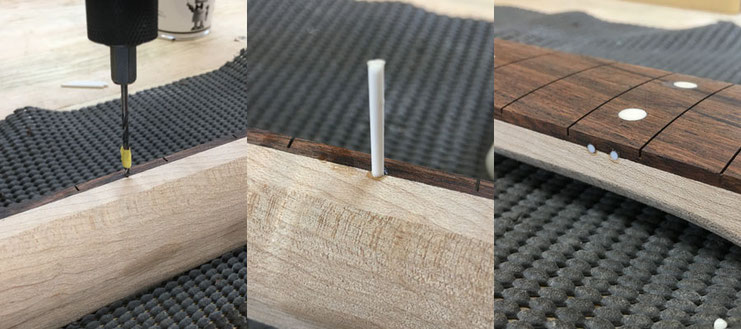
サイドポジションマーク入れをします。
これ、実はなかなか難しい作業なんです。
フェンダー社は伝統的に、
指板の接着面を中心としてポジションマークを入れています。
ご覧の通りドリルで穴を空けるのですが、
ローズウッドとメイプルでは硬さが違うため、
何の気なしに穴を空けようとすると、
ドリル刃が柔らかいメイプル材の方に流されてしまうことがあります。
このサイドポジション場所が場所だけに、
0.2mmでもずれると結構目立ちます。
というか、世の中に流通しているもの、ずれているもの良く見ます。
特に12Fは2個が近いので、絶対にずれちゃあいけません。
普段こんな作業をしていると、
職業病でそんなところばかり気になってしまいます。
いざ作業する上では、
下手にビビッて臨むとずれ易い気がします。
下準備をしっかりしたら、あとは自分を信じて迷わず穴あけをします。
最後はなんだか精神論になってしまいましたが・・・
今回も上手く行って良かったです。
と、地味ながらも重要な作業が連続するネック加工。
ここから先は各部の仕上げになりますが、
その様子はまた次回。
